TM 5-3895-373-34
C.
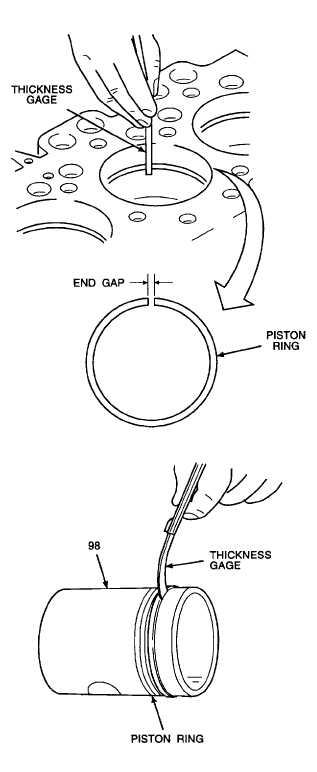
INSPECT - Continued.
d.
Insert new piston rings, one at a time, into
cylinder sleeves, about 1.0 in. (254 mm) down
inside cylinder sleeve.
e.
Use a thickness gage to measure piston ring
end gaps.
f.
For gap tolerances on each piston ring, refer to
the table below.
Piston
Ring
Minimum
Maximum
Ring
Type
Gap
Gap
Top
Compression
0.010 in.
0.022 in.
Number 1
(0,25 mm)
(0,55 mm)
Center
Compression
0.008 in.
0.022 in.
Number 2
(0,20 mm)
(0,55 mm)
Bottom
Scraper
0.010 in.
0.032 in.
Number 3
(0,25 mm)
(0,81 mm)
g.
Using piston ring expanding tool, fit new piston
rings into their respective grooves in piston
(98).
h.
Use a thickness gage to check fit of piston
rings in groove. Refer to table below.
Piston
Ring
Minimum
Maximum
Ring
Type
Fit
Fit
Top
Compression
0.0035 in.
0.0050 in.
Number 1
(0,088 mm)
(0,127 mm)
Center
Compression
0.0025 in.
0.0040 in.
Number 2
(0,063 mm)
(0,106 mm)
Bottom
Scraper
0.0020 in.
0.0032 in.
Number 3
(0,050 mm)
(0,081 mm)
i.
If clearance between ring and groove exceeds
maximum fit specifications, replace piston.
j.
Remove new piston rings from piston (98).
GO TO NEXT PAGE
2-177