TM 5-3895-373-34
D.
REPAIR - Continued.
e.
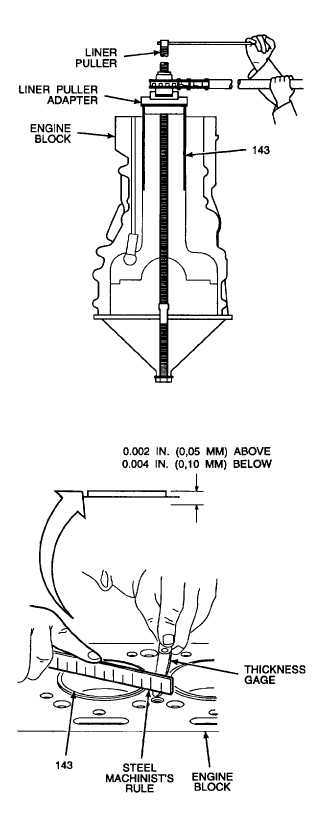
Use a liner puller adapter with liner puller to
press cylinder sleeves into engine block,
until approximately 2.0 in. (50,8 mm) of
cylinder sleeve protrudes from engine block
top face.
f.
Apply sealing compound to top 1.0 in. (25,4
mm) of outer surface of cylinder sleeve and
under flange. Also apply sealing compound
to bottom of flange recess in engine block.
g.
Press cylinder sleeve (143) into engine
block until nearly flush with engine block top
face.
h.
Place a steel machinist’s rule across top of
cylinder sleeve (143).
i.
Slide a thickness gage into gap between
steel machinist’s rule and top of engine
block.
j.
Measure
protrusion
of
cylinder
sleeve
above top face of engine block. Cylinder
sleeve protrusion must be from 0.002 in.
(0,05 mm) above engine block top face to
0.004 in. (0,10 mm) below engine block top
face.
GO TO NEXT PAGE
2-189