TM 5-3895-373-34
C.
INSPECT - Continued.
4.
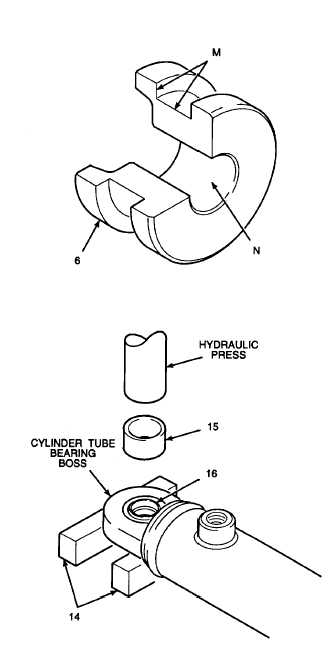
INSPECT PISTON.
a.
Inspect piston (6) packing groove M, and
bore surface N. Check for any sharp edges
or nicks that may damage packings or
seals. Remove sharp edges and nicks with
crocus cloth.
b.
Replace piston if scratches, pits, sharp
edges, or nicks cannot be polished out, or if
surface defect exceeds 0.5 in. (12,7 mm) in
length.
D.
REPAIR.
1.
PRESS OUT SPHERICAL BEARING.
Place
support
blocks
close
to
bushing seat when pressing out
spherical bearing. Failure to place
support blocks correctly may lead to
warping of the cylinder tube bearing
boss.
a.
Place cylinder end on hand operated arbor
press. Make sure support blocks (14) are
placed under the cylinder tube base.
b.
Use hydraulic press frame and hollow
spacer (15) from universal puller kit to
remove spherical bearing (16) from bore.
2.
PRESS IN REPLACEMENT BEARING.
Place
support
blocks
close
to
bushing
seat
when
pressing
in
spherical bearing. Failure to place
support blocks correctly may lead to
warping of the cylinder tube bearing
boss.
a.
Place cylinder base end on hand operated
arbor press. Use press fixture support
blocks (14) to support bearing boss.
GO TO NEXT PAGE
2-1015