
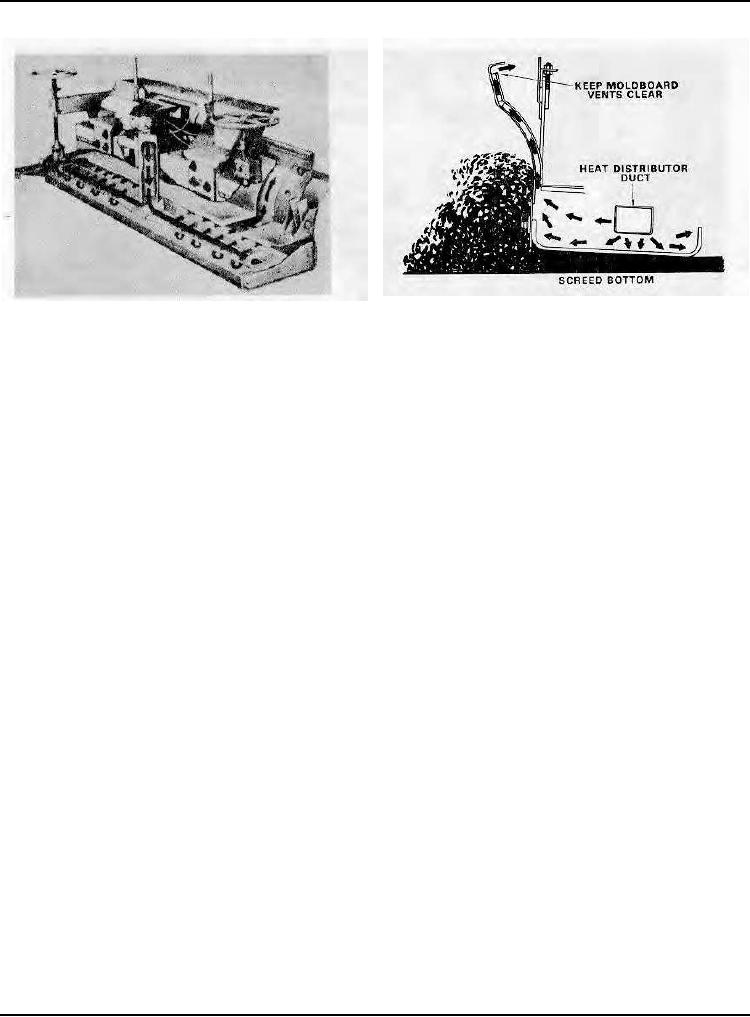
Cross-section Showing Heat Flow Thru Screed
Cut-away Of Screed Showing Heating System
Figure 32
Figure 31
SCREED HEATER
The fuel oil or LP gas fired screed heating system is switch operated at the burner unit. Fuel ignition is
automatic and fan operation is continuous. The fan forces the hot fumes of combustion downward through the
flame chamber and into a distributor duct which extends to each end of the screed. The heat passes across the
entire screed bottom surface, then travels upward through the curved hollow moldboard assembly to vents
along its upper edge.(See Figures 31 and 32).
The main purpose of the heater is to raise the temperature of a cold screed to approximately 3000 F.
before first contact with the hot asphalt mix. This assures a non-sticking flow of material along the moldboard
and screed bottom and imparts a smoother more uniform mat surface texture. When paving begins the heater
is usually shut off, as the hot asphalt material will normally maintain the proper screed temperature.
If material delivered to the paver hopper has cooled too much, the surface texture of the mat may be
improved by running the screed heater. The excessive cooling of material may be caused by delays in hauling,
however, if the material was dumped into the truck at too low a temperature a correction must be made at the
mixing plant to restore efficient production of a high quality mat.
The temperature recommended for material delivered to the paver is 2500 F. minimum when medium and
high penetration asphalt is used. The minimum is 3000 F. for low penetration (40 to 50) asphalts. Many mat
defects can be caused by incorrect material temperature at the time of paving.
Usually a screed bottom will be heated sufficiently by running the heater for 20 to 30 minutes. When the
screed is hot enough, close the burner fuel valve but leave the switch at ON to keep the blower motor running
for at least 15 minutes to dissipate the heat. On oil fired units also open the vent door at the top to speed the
cooling. Excessive heat can cause the screed to warp. Do Not Heat the Screed Above 3500!
IMPORTANT: When specifications require heat on the material at all times the
heater should be set as low as possible.
A check for accumulation of asphalt in the heat vent holes the moldboard can be made by placing a hand
near these openings behind the top of the moldboard and checking the full length for even exhaust of warm air.
These vents become plugged when material is carried too high over the conveyor screws and falls between the
moldboard and backing plate. A stiff wire can be used to clean small accumulations of material, or the
moldboard can be removed for cleaning.
Periodically remove the screed plate as described in the Maintenance Section 11 and clean the inside of
the screed plate and heat duct of all asphalt, sand the fine material which has sifted in over a period of time.
Failure to keep the inside of screed plate clean will cause uneven distribution of heat to a cold screed and
consequently lead to tearing of the mat surface when the paving operation begins.
Page 67

