
TM 5-3895-356-14&P
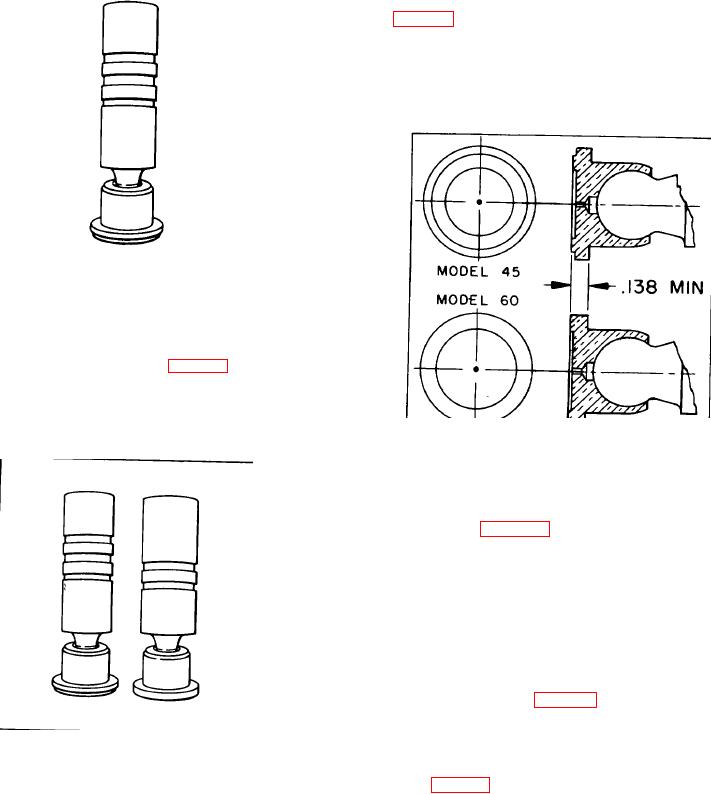
Model 48 and 60 pistons are easily identified by
characteristic piston shoe running surface configurations
See Fig 216.
12. Inspect piston return plate (24) for heat discoloration
or cracks. Check for flatness. If distorted, discolored or
cracked, replace with a new return plate.
Figure 214.
Inspecting piston body
NOTE:
Dynapower units may be encountered with either two
groove or three groove pistons See Fig 215.
Units supplied from the factory with two groove pistons
may be refitted with three groove pistons as a nine piece
Figure 216.
set only.
Piston shoe configurations
13. Install piston assemblies (55) in return plate (24).
Used pistons must be so positioned in the return plate to
allow placement of the pistons in their respective cylinder
block bores (See Page 118 Step 8).
14. If both piston return plate spacer assemblies (21, 22,
25, 26, and 27) were disassembled in Step 15, install two
spacers (22), one bearing plate (25), one clip (26), two
new tab lock washers (21), and two hex head bolts (27).
Do not tighten bolts (27).
15. Spread a light film of oil on the surface of the wear
plate (23) and slide piston (55)/return plate (24)
assembly into place. See Fig 217.
16. Assemble the second of the two spacer assemblies.
Figure 215.
Install two spacers (22), one bearing plate (25), one clip
(26), two new tab lock washers (21), and two hex bolts
Three groove and two groove pistons
(27). See Fig 218. Torque four hex bolts (27) to 156 in
lbs. Check clearance between each piston shoe and
In a like manner, units supplied with two groove pistons
wear plate surface Clearance should not be less than
may be refitted with three groove pistons again only as a
.003 in nor more than .007 in Clearances of from 0015
nine piece set Two groove and three groove pistons
to .003 are acceptable only if the rotating group spins
must not be mixed in the same unit.
freely by hand with no binding or tight spots Turn up
four tab locks (21).
124

