
TM 5-3895-356-14&P
the return plate to allow placement of pistons in their
block (37). Place block in an arbor press and compress
respective cylinder block bores as described in Step 12,
block spring 153i. Install spring retainer (51). Gradually
release spring (53) until it seats against retainer ring
(51).
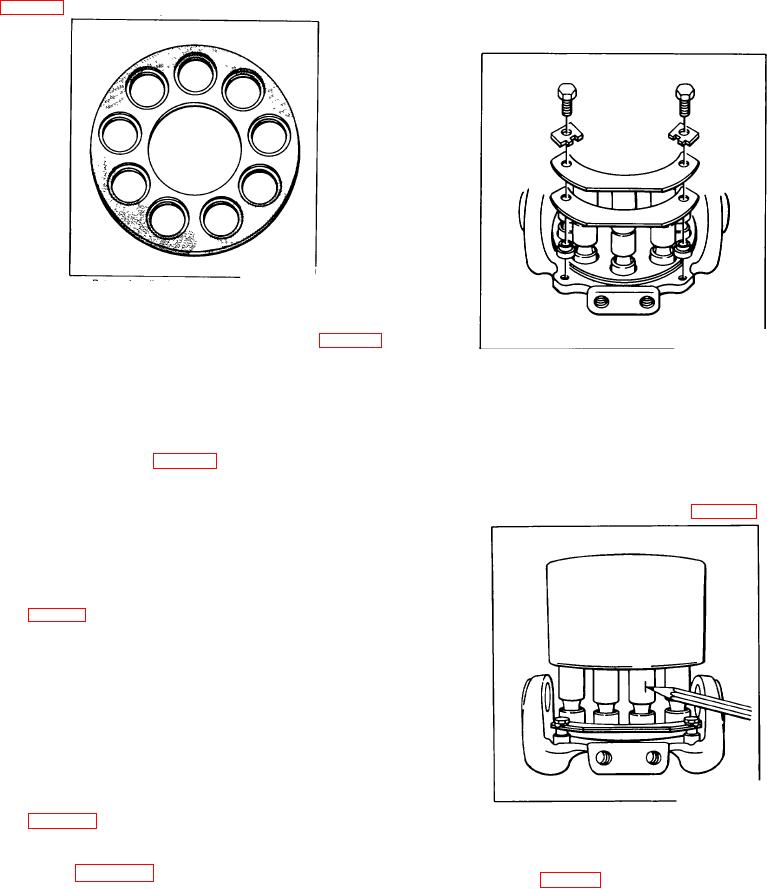
Figure 140.
Return plate discolored by heat
13. If piston return plate spacer assemblies (13, 14, 15,
16, & 17) were both disassembled in Step 15, Page 14,
Figure 141.
reassemble two spacers (13) one bearing plate (14), one
Return plate spacer assembly
clip (15), two new tab lock washers (16) and two hex
17. Position pistons (18) in cam assembly to stand erect.
bolts (17). Do Not tighten bolts (17).
Spread a thin film of oil over the inner surface of the
EXCEPTION
block (37) piston bores and very carefully lower the block
On older units, assemble two hex bolts (A), two new tab
(37) over the piston assemblies. CAUTION should be
lock washers (B), and two return plate guides (C). Do
exercised to return used pistons to their original bores. A
Not tighten bolts. See Fig. 123.
slight rotary motion of the block will often aid in
positioning the block over the pistons. DO NOT force the
14. Spread a light film of oil over the surface of the wear
block over the piston assemblies. See Fig. 142.
plate (20) and slide piston (18)/return plate (19)
assembly into place.
15. Assemble second of two spacer assemblies. Install
two spacers (13), one bearing plate (14), one clip (15),
two new tab lock washers (16), and two hex bolts (17).
See Fig.141.Torque four hex bolts (17) to 156 in. lbs.
Check clearance between each piston shoe and wear
plate surface. Clearance should not be less than .003 or
more than .007 in. Clearance of .0015 to .003 are
acceptable ONLY if the rotating group spins freely by
hand with no binding or tight spots. Turn up tab locks
(16).
EXCEPTION
On older units assemble two hex bolts (A), two new tab
lock washers (B) and two return plate guides (C).
Torque four hex bolts (A) to 156 in. lbs. and check
tolerance as described above. Turn up tab locks (B).
Figure 142.
See Fig. 123.
Rotating group assembly
18. Lower rotating group consisting of cam. pistons and
16. If cylinder block (37) was completely disassembled in
block assembly over pump shaft (1) and on to mounting
Step 13. Page 93, proceed with block reassembly as
flange (2) See Fig.143) Rotate cam assembly (12) to
follows: Install the inner spring retainer (54), block
accept trunnions 17) through holes in the housing 18).
spring (53) and outer spring retainer (52) in cylinder
19. Install new O-ring a31 on mounting flange (2).
Lower housing 18) carefully oxer rotating group
99

