
TM 5-3895-356-14&P
put the block face in a like-new condition. If circular wear
patterns can be felt with the fingernail, grind or lap the
running face as necessary to remove the wear pattern
keeping the face parallel to the original face. Lap the
reworked face on 500 grit emery as described above to
remove the mat finish.
Clean the block thoroughly in a commercial degreaser,
such as trichloroethylene and blow dry with clean
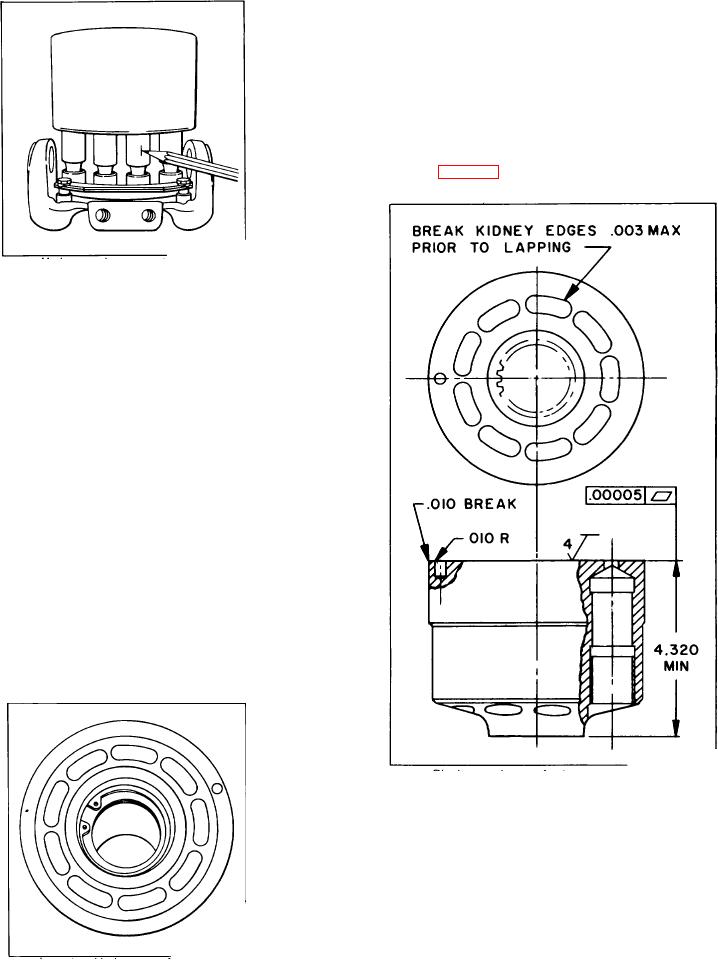
compressed air. Check tolerance of refinished block
outlined in Fig. 121 If the reworked block does not meet
tolerances, discard the block.
Figure 119.
Marking number one piston
Upon reassembly, all used pistons must be returned to
their respective bores.
13. Examine the block assembly (37) for excessive wear
or damage.
Cylinder bores that exhibit only slight burnishing of the
bronze liners are acceptable for reuse.
If the bores exhibit galling or any other irregularity in the
running surface that can be felt with the fingernail, the
cylinder block must be discarded.
If there is evidence that the bronze liners have begun to
pull out of the steel block, the block must also be
discarded.
Examine the upper running face of the block. Circular
wear patterns or phonographing that cannot be felt with
the fingernail are normal.
If the block is acceptable for reuse in all other respects,
several passes of the block over 500 grit emery paper on
a flat lap surface is recommended to
Figure 121.
Block rework specifications
If damage is evident to spring or spring retainers, use an
arbor press to remove retaining ring (51). CAUTION
must be exercised in removing block spring (53) since it
is under considerable compression. Using a plug 13/4"
in diameter, compress block spring (53) until all tension
is removed, from retaining ring (51). Using truarc pliers,
remove retaining ring (51) and gradually release arbor
press until block spring (53) is fully extended. Remove
outer spring retainer (52), block spring (53) and inner
Figure 120.
spring retainer (54) from cylinder block (37).
Inspecting block running face
93

